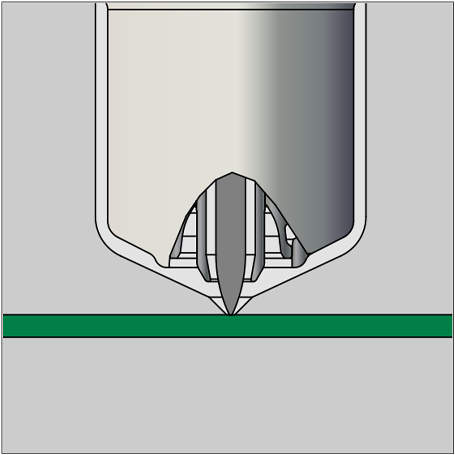
Improved process window
Greater flexibility in molding conditions with consistent performance.
Improved process window
Greater flexibility in molding conditions with consistent performance.
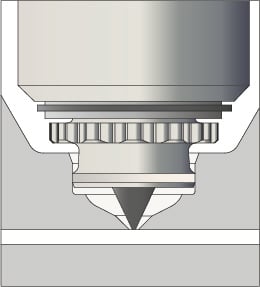
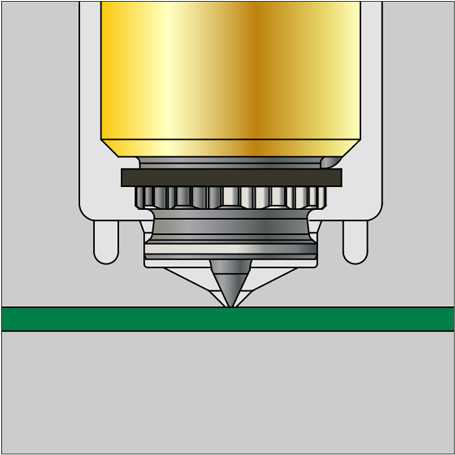
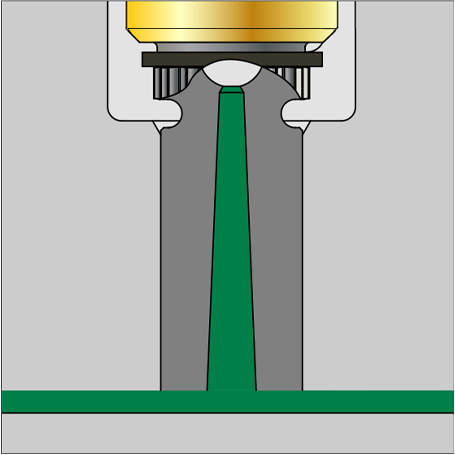
Increased flow channels
Optimized melt flow reduces injection pressure loss and improves efficiency.
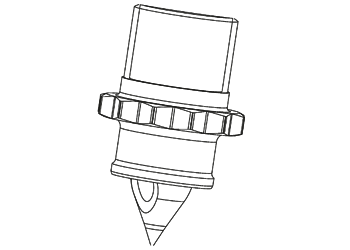
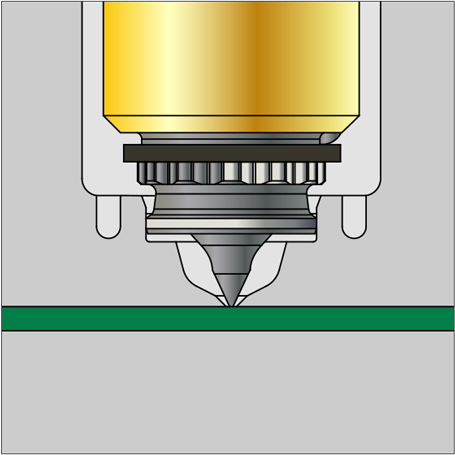
Special patented heater
Ensures a uniform thermal profile for stable production while delivering significant energy savings.
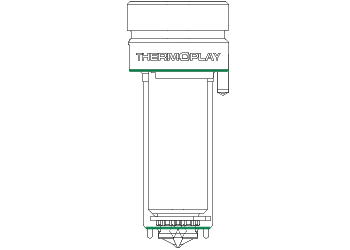
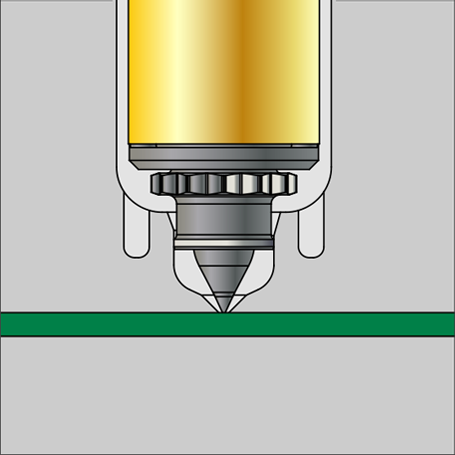
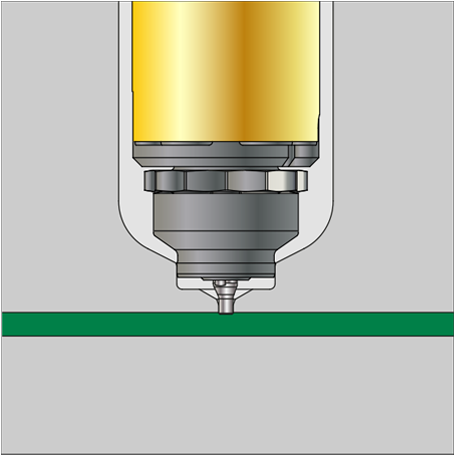
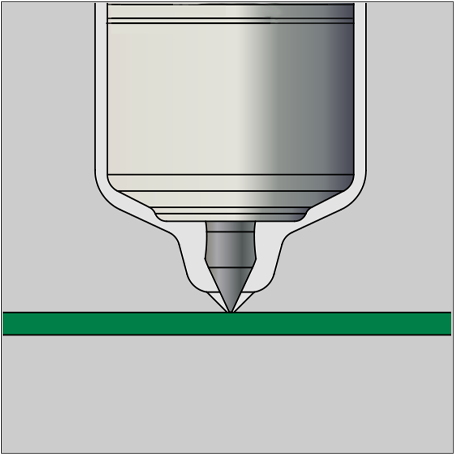
Tips in special steel
Provide optimal thermal conduction and high wear resistance, with a wide range of types suitable for the injection of the most commonly used polymers.
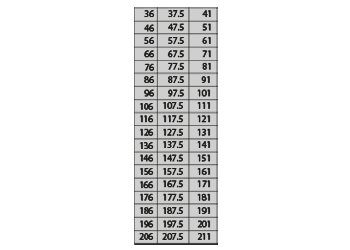
Different lengths available
Adaptable to a variety of applications and requirements.
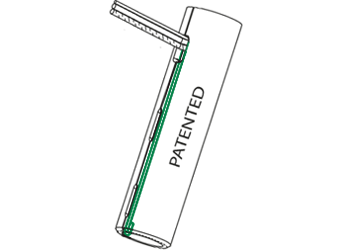
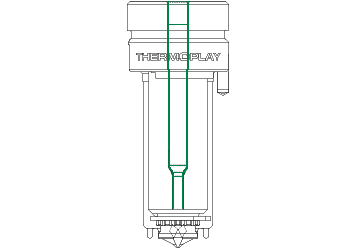
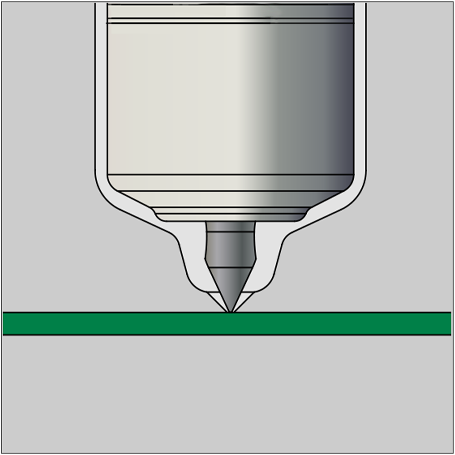
Accurate temperature control
Thermocouple positioned close to the tip zone for precise temperature reading.

Easy maintenance
Heater and thermocouple can be replaced directly on the injection machine, minimizing downtime.
Double sealing system
Reliable sealing on both the nozzle tip and head ensures safe and stable operation.
Thermal Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
TF 12-1 | Nozzle for critical vestige, not for filled/abrasive materials. |
TF 12-1 | TF 12-1 | 3 | 12 | 16.5 | 5.5 |
|
|
TF6 12-1 | Nozzle for critical vestige, not for filled/abrasive materials. |
TF6 12-1 | TF6 12-1 | 3 | 12 | 50 | 5.5 |
|
TF 12-3 | Nozzle with shut-off valve for optimum gate aesthetics, not for abrasive materials. |
TF 12-3 | TF 12-3 | 4 | 12 | 16.5 | 5.5 |
Thermal Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
TF 17-1 | Nozzle for good vestige, suitable for all polymers, also abrasive fillers. |
TF 17-1 | TF 17-1 | 5 | 17.5 | 26 | 10 |
|
|
TF6 17-1 | Nozzle for good vestige, suitable for all polymers, also abrasive fillers. |
TF6 17-1 | TF6 17-1 | 5 | 17.5 | 26 | 10 |
|
|
TF 17-1MD | Nozzle for good vestige, suitable for all polymers, also abrasive fillers. |
TF 17-1MD | TF 17-1MD | 5 | 17.5 | 26 | 10 |
|
|
TF6 17-1MD | Nozzle for good vestige, suitable for all polymers, also abrasive fillers. |
TF6 17-1MD | 5 | 17.5 | 42 | 10 | |
|
TF 17-1B15 | Nozzle for good gate appearance, extended tip for limited space, suited for thin fast-cycle parts. Handles abrasive fillers up to 20%, not for quick color changes. |
TF 17-1B15 | TF 17-1B15 | 5 | 17.5 | 26 | 10 |
|
|
TF6 17-1B15 | Nozzle for good gate appearance, extended tip for limited space, suited for thin fast-cycle parts. Handles abrasive fillers up to 20%, not for quick color changes. |
TF6 17-1B15 | TF6 17-1B15 | 5 | 17.5 | 42 | 10 |
|
|
TF 17-1B15MD | Nozzle for good gate appearance, extended tip for limited space, suited for thin fast-cycle parts. Handles abrasive fillers up to 20%, not for quick color changes. |
TF 17-1B15MD | TF 17-1B15MD | 5 | 17.5 | 26 | 10 |
|
|
TF6 17-1B15MD | Nozzle for good gate appearance, extended tip for limited space, suited for thin fast-cycle parts. Handles abrasive fillers up to 20%, not for quick color changes. |
TF6 17-1B15MD | TF6 17-1B15MD | 5 | 17.5 | 42 | 10 |
|
TF 17-1B50 | Nozzle for good gate appearance, extended tip for tight spaces, ideal for thin fast-cycle parts. Suitable with up to 20% abrasive fillers, not for quick color changes. |
TF 17-1B50 | TF 17-1B50 | 5 | 17.5 | 26 | 10 |
|
|
TF6 17-1B50 | Nozzle for good gate appearance, extended tip for tight spaces, ideal for thin fast-cycle parts. Suitable with up to 20% abrasive fillers, not for quick color changes. |
TF6 17-1B50 | TF6 17-1B50 | 5 | 17.5 | 42 | 10 |
|
TF 17-1GLT | Nozzle for metal-filled materials and high-appearance parts. Special tip ensures uniform flow, ideal for cosmetics and packaging. |
TF 17-1GLT | TF 17-1GLT | 5 | 17.5 | 26 | 10 |
|
|
TF6 17-1GLT | Nozzle for metal-filled materials and high-appearance parts. Special tip ensures uniform flow, ideal for cosmetics and packaging.
|
TF6 17-1GLT | TF6 17-1GLT | 5 | 17.5 | 42 | 10 |
|
TF 17-1D | Nozzle for good gate appearance, suitable for abrasive fillers. Die can be machined for sealing; leaves circular witness mark. |
TF 17-1D | TF 17-1D | 5 | 17.5 | 26 | 6 |
|
|
TF6 17-1D | Nozzle for good gate appearance, suitable for abrasive fillers. Die can be machined for sealing; leaves circular witness mark.
|
TF6 17-1D | TF6 17-1D | 5 | 17.5 | 42 | 6 |
Thermal Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
TF 17-1DSLA | Nozzle for sprues or direct gating, suitable for abrasive fillers. Stronger tip for larger sprues; die seal machined from cavity side. Leaves circular witness mark. |
TF 17-1DSLA | TF 17-1DSLA | 5 | 17.5 | 26 | 10 |
|
|
TF6 17-1DSLA | Nozzle for sprues or direct gating, suitable for abrasive fillers. Stronger tip for larger sprues; die seal machined from cavity side. Leaves circular witness mark.
|
TF6 17-1DSLA | TF6 17-1DSLA | 5 | 17.5 | 42 | 10 |
|
TF 17-1DSLU | Nozzle for sprues or direct gating, suitable for abrasive fillers. Strengthened, longer tip for larger sprues and mould profile shaping; die seal machined from cavity side. Leaves circular witness mark. |
TF 17-1DSLU | TF 17-1DSLU | 5 | 17.5 | 26 | 10 |
|
|
TF6 17-1DSLU | Nozzle for sprues or direct gating, suitable for abrasive fillers. Strengthened, longer tip for larger sprues and mould profile shaping; die seal machined from cavity side. Leaves circular witness mark.
|
TF6 17-1DSLU | TF6 17-1DSLU | 5 | 17.5 | 42 | 10 |
|
TF 17-2 | The nozzle is suitable for sprue or cavity molding, leaving a visible injection mark. It works with all polymers, including abrasive fillers, but not with drool-prone materials. |
TF 17-2 | TF 17-2 | 5 | 17.5 | 26 | 10 |
|
|
TF6 17-2 | The nozzle is suitable for sprue or cavity molding, leaving a visible injection mark. It works with all polymers, including abrasive fillers, but not with drool-prone materials. |
TF6 17-2 | TF6 17-2 | 5 | 17.5 | 42 | 10 |
|
TF 17-2P | The nozzle can inject onto the sprue or directly into the cavity, leaving a visible injection mark. It is well suited for drool-prone materials and also compatible with abrasive fillers. |
TF 17-2P | TF 17-2P | 5 | 17.5 | 26 | 10 |
|
|
TF6 17-2P | The nozzle can inject onto the sprue or directly into the cavity, leaving a visible injection mark. It is well suited for drool-prone materials and also compatible with abrasive fillers. |
TF6 17-2P | TF6 17-2P | 5 | 17.5 | 42 | 10 |
|
TF 17-2DSTD | The nozzle is suitable for parts where gate vestige is not critical. It can be sealed from the cavity side, leaving a circular tip mark on the part, and is recommended only for high-fluidity materials. |
TF 17-2DSTD | TF 17-2DSTD | 5 | 17.5 | 26 | 3.5 |
|
|
TF6 17-2DSTD | The nozzle is suitable for parts where gate vestige is not critical. It can be sealed from the cavity side, leaving a circular tip mark on the part, and is recommended only for high-fluidity materials. |
TF6 17-2DSTD | TF6 17-2DSTD | 5 | 17.5 | 42 | 3.5 |
|
|
TF 17-2DSPR | The nozzle is suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. It can be sealed from the cavity side but is not suitable for drool-prone materials. |
TF 17-2DSPR | TF 17-2DSPR | 5 | 17..5 | 26 | 3.5 |
|
|
TF6 17-2DSPR | The nozzle is suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. It can be sealed from the cavity side but is not suitable for drool-prone materials. |
TF6 17-2DSPR | TF6 17-2DSPR | 5 | 17..5 | 42 | 3.5 |
|
TF 17-2DSLA | The nozzle is suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. It can be sealed from the cavity side, and compared to the TF-2DSPR, has a reinforced tip for larger sprues. Not suitable for drool-prone materials. |
TF 17-2DSLA | TF 17-2DSLA | 5 | 17.5 | 26 | 10 |
|
|
TF6 17-2DSLA | The nozzle is suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. It can be sealed from the cavity side, and compared to the TF-2DSPR, has a reinforced tip for larger sprues. Not suitable for drool-prone materials. |
TF6 17-2DSLA | TF6 17-2DSLA | 5 | 17.5 | 42 | 10 |
|
TF 17-2DSLU | Nozzle suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. Compared to the TF-2DSPR, the tip is reinforced for larger sprues, and compared to the TF-2DSLA, it is longer and can be shaped to match the part’s profile. Not suitable for drool-prone materials. |
TF 17-2DSLU | TF 17-2DSLU | 5 | 17.5 | 26 | 10 |
|
|
TF6 17-2DSLU | Nozzle suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. Compared to the TF-2DSPR, the tip is reinforced for larger sprues, and compared to the TF-2DSLA, it is longer and can be shaped to match the part’s profile. Not suitable for drool-prone materials. |
TF6 17-2DSLU | TF6 17-2DSLU | 5 | 17.5 | 42 | 10 |
Valve Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
TF 17-3 | The valve-gate nozzle is suitable for molding parts requiring optimal gate aesthetics and can also handle reinforced plastics with abrasive fillers. |
TF 17-3 | TF 17-3 | 5 | 17.5 | 26 | 10 |
|
|
MO 17-3 | The valve-gate nozzle is suitable for molding parts requiring optimal gate aesthetics and can also handle reinforced plastics with abrasive fillers. |
MO 17-3 | MO 17-3 | 5 | 17.5 | 94 | 10 |
|
TF 17-3B | Nozzle with prolonged tip for restricted areas, ideal for thin-walled, fast-cycle parts with good gate aesthetics. Suitable for abrasive-filled materials, but not for polycarbonate or similar. |
TF 17-3B | TF 17-3B | 5 | 17.5 | 26 | 10 |
|
|
MO 17-3B | Nozzle with prolonged tip for restricted areas, ideal for thin-walled, fast-cycle parts with good gate aesthetics. Suitable for abrasive-filled materials, but not for polycarbonate or similar. |
MO 17-3B | MO 17-3B | 5 | 17.5 | 94 | 10 |
|
TF 17-3D | Valve-gate nozzle for optimal gate aesthetics and abrasive-filled materials; seat machinable from cavity side, leaving a circular tip mark. |
TF 17-3D | TF 17-3D | 5 | 17.5 | 26 | 6 |
|
|
MO 17-3D | Valve-gate nozzle for optimal gate aesthetics and abrasive-filled materials; seat machinable from cavity side, leaving a circular tip mark. |
MO 17-3D | MO 17-3D | 5 | 17.5 | 94 | 6 |
|
TF 17-3DSLA | Valve-gate nozzle for parts requiring optimal gate aesthetics and abrasive-filled materials; seat machinable from cavity side, reinforced tip for larger injection points, leaving a visible circular mark. |
TF 17-3DSLA | TF 17-3DSLA | 5 | 17.5 | 26 | 10 |
|
|
MO 17-3DSLA | Valve-gate nozzle for parts requiring optimal gate aesthetics and abrasive-filled materials; seat machinable from cavity side, reinforced tip for larger injection points, leaving a visible circular mark. |
MO 17-3DSLA | MO 17-3DSLA | 5 | 17.5 | 94 | 10 |
|
TF 17-3DSLU | Valve-gate nozzle for optimal gate aesthetics and abrasive materials; cavity-side machinable seat, reinforced tip for larger or shaped sprues, leaving a circular mark. |
TF 17-3DSLU | TF 17-3DSLU | 5 | 17.5 | 26 | 10 |
|
|
MO 17-3DSLU | Valve-gate nozzle for optimal gate aesthetics and abrasive materials; cavity-side machinable seat, reinforced tip for larger or shaped sprues, leaving a circular mark. |
MO 17-3DSLU | MO 17-3DSLU | 5 | 17.5 | 94 | 10 |
Thermal Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
TD 18-1 | Nozzle for critical vestige, works with filled/abrasive materials; seals on body, less precise seat needed. |
TD 18-1 | TD 18-1 | 4 | 18 | 23.5 | 18 |
|
|
TD6 18-1 | Nozzle for critical vestige, works with filled/abrasive materials; seals on body, less precise seat needed. | TD6 18-1 | TD6 18-1 | 4 | 18 | 43 | 18 |
|
|
TD 18-1MD | |||||||
|
TD 18-1B | Nozzle for good gate appearance, thin fast-cycle parts, limited space. Handles abrasive fillers, high-fluidity materials; not for quick color changes. Seals on body, less precise seat needed. |
TD 18-1B | TD 18-1B | 4 | 18 | 23.5 | 18 |
|
TD6 18-1B | Nozzle for good gate appearance, thin fast-cycle parts, limited space. Handles abrasive fillers, high-fluidity materials; not for quick color changes. Seals on body, less precise seat needed. | TD6 18-1B | TD6 18-1B | 4 | 18 | 43 | 18 |

|
TD 18-2 | Nozzle for injection on sprues or when the injection point mark is not critical; not suitable for polymers that drool easily. Requires less precision in seat machining. |
TD 18-2 | TD 18-2 | 4 | 18 | 23.5 | 18 |
|
|
TD6 18-2 | Nozzle for injection on sprues or when the injection point mark is not critical; not suitable for polymers that drool easily. Requires less precision in seat machining. |
TD6 18-2 | TD6 18-2 | 4 | 18 | 43 | 18 |

|
TD 18-3 | Valve gate nozzle, recommended when the injection mark is important; also suitable for filled and abrasive materials. Like TD2, it requires less precision in seat machining.
|
TD 18-3 | TD 18-3 | 5 | 18 | 23.5 | 18 |
Thermal Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
|
TF 23-1 | Nozzle for good vestige, suitable for all polymers, also abrasive fillers. |
TF 23-1 | TF 23-1 | 7 | 29 | 12 | |
|
|
TF6 23-1 | Nozzle for good vestige, suitable for all polymers, also abrasive fillers. |
TF6 23-1 | TF6 23-1 | 7 | 23 | 62 | 12 |
|
|
TF 23-1MD | Nozzle for good vestige, suitable for all polymers, also abrasive fillers. |
TF 23-1MD | TF 23-1MD | 7 | 29 | 12 | |
|
|
TF6 23-1MD | Nozzle for good vestige, suitable for all polymers, also abrasive fillers. |
TF6 23-1MD | 7 | 23 | 62 | 12 | |
|
|
TF 23-1B15 | Nozzle for good gate appearance, extended tip for limited space, suited for thin fast-cycle parts. Handles abrasive fillers up to 20%, not for quick color changes. |
TF 23-1B15 | TF 23-1B15 | 7 | 29 | 12 | |
|
|
TF6 23-1B15 | Nozzle for good gate appearance, extended tip for limited space, suited for thin fast-cycle parts. Handles abrasive fillers up to 20%, not for quick color changes. |
TF6 23-1B15 | TF6 23-1B15 | 7 | 23 | 62 | 12 |
|
|
TF 23-1B50 | Nozzle for good gate appearance, extended tip for tight spaces, ideal for thin fast-cycle parts. Suitable with up to 20% abrasive fillers, not for quick color changes. |
TF 23-1B50 | TF 23-1B50 | 7 | 29 | 12 | |
|
|
TF6 23-1B50 | Nozzle for good gate appearance, extended tip for tight spaces, ideal for thin fast-cycle parts. Suitable with up to 20% abrasive fillers, not for quick color changes. |
TF6 23-1B50 | TF6 23-1B50 | 7 | 23 | 62 | 12 |
|
|
TF 23-1GLT | Nozzle for metal-filled materials and high-appearance parts. Special tip ensures uniform flow, ideal for cosmetics and packaging. |
TF 23-1GLT | TF 23-1GLT | 7 | 29 | 12 | |
|
|
TF6 23-1GLT | Nozzle for metal-filled materials and high-appearance parts. Special tip ensures uniform flow, ideal for cosmetics and packaging. |
TF6 23-1GLT | TF6 23-1GLT | 7 | 23 | 62 | 12 |
|
|
TF 23-1D | Nozzle for good gate appearance, suitable for abrasive fillers. Die can be machined for sealing; leaves circular witness mark. |
TF 23-1D | TF 23-1D | 7 | 29 | 7 | |
|
|
TF6 23-1D | Nozzle for good gate appearance, suitable for abrasive fillers. Die can be machined for sealing; leaves circular witness mark. |
TF6 23-1D | TF6 23-1D | 7 | 23 | 62 | 7 |
Thermal Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
|
TF 23-1DSLA | Nozzle for sprues or direct gating, suitable for abrasive fillers. Stronger tip for larger sprues; die seal machined from cavity side. Leaves circular witness mark. |
TF 23-1DSLA | TF 23-1DSLA | 7 | 29 | 12 | |
|
|
TF6 23-1DSLA | Nozzle for sprues or direct gating, suitable for abrasive fillers. Stronger tip for larger sprues; die seal machined from cavity side. Leaves circular witness mark. |
TF6 23-1DSLA | TF6 23-1DSLA | 7 | 23 | 62 | 12 |
|
|
TF 23-1DSLU | Nozzle for sprues or direct gating, suitable for abrasive fillers. Strengthened, longer tip for larger sprues and mould profile shaping; die seal machined from cavity side. Leaves circular witness mark. |
TF 23-1DSLU | TF 23-1DSLU | 7 | 29 | 12 | |
|
|
TF6 23-1DSLU | Nozzle for sprues or direct gating, suitable for abrasive fillers. Strengthened, longer tip for larger sprues and mould profile shaping; die seal machined from cavity side. Leaves circular witness mark. |
TF6 23-1DSLU | TF6 23-1DSLU | 7 | 23 | 62 | 12 |
|
|
TF 23-2 | The nozzle is suitable for sprue or cavity molding, leaving a visible injection mark. It works with all polymers, including abrasive fillers, but not with drool-prone materials. |
TF 23-2 | TF 23-2 | 7 | 29 | 12 | |
|
|
TF6 23-2 | The nozzle is suitable for sprue or cavity molding, leaving a visible injection mark. It works with all polymers, including abrasive fillers, but not with drool-prone materials. |
TF6 23-2 | TF6 23-2 | 7 | 23 | 62 | 12 |
|
|
TF 23-2P | The nozzle can inject onto the sprue or directly into the cavity, leaving a visible injection mark. It is well suited for drool-prone materials and also compatible with abrasive fillers. |
TF 23-2P | TF 23-2P | 7 | 29 | 12 | |
|
|
TF6 23-2P | The nozzle can inject onto the sprue or directly into the cavity, leaving a visible injection mark. It is well suited for drool-prone materials and also compatible with abrasive fillers. |
TF6 23-2P | TF6 23-2P | 7 | 23 | 62 | 12 |

|
TF 23-2DSPR | The nozzle is suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. It can be sealed from the cavity side but is not suitable for drool-prone materials. |
TF 23-2DSPR | TF 23-2DSPR | 7 | 29 | 3.5 | |
|
|
TF6 23-2DSPR | The nozzle is suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. It can be sealed from the cavity side but is not suitable for drool-prone materials. |
TF6 23-2DSPR | TF6 23-2DSPR | 7 | 23 | 62 | 3.5 |
|
TF 23-2DSTD | The nozzle is suitable for parts where gate vestige is not critical. It can be sealed from the cavity side, leaving a circular tip mark on the part, and is recommended only for high-fluidity materials. |
TF 23-2DSTD | TF 23-2DSTD | 7 | 29 | 3.5 | |
|
|
TF6 23-2DSTD | The nozzle is suitable for parts where gate vestige is not critical. It can be sealed from the cavity side, leaving a circular tip mark on the part, and is recommended only for high-fluidity materials. |
TF6 23-2DSTD | TF6 23-2DSTD | 7 | 23 | 62 | 3.5 |
|
|
TF 23-2DSLA | The nozzle is suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. It can be sealed from the cavity side, and compared to the TF-2DSPR, has a reinforced tip for larger sprues. Not suitable for drool-prone materials. |
TF 23-2DSLA | TF 23-2DSLA | 7 | 29 | 12 | |
|
|
TF6 23-2DSLA | The nozzle is suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. It can be sealed from the cavity side, and compared to the TF-2DSPR, has a reinforced tip for larger sprues. Not suitable for drool-prone materials. |
TF6 23-2DSLA | TF6 23-2DSLA | 7 | 23 | 62 | 12 |
|
|
TF 23-2DSLU | Nozzle suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. Compared to the TF-2DSPR, the tip is reinforced for larger sprues, and compared to the TF-2DSLA, it is longer and can be shaped to match the part’s profile. Not suitable for drool-prone materials. |
TF 23-2DSLU | TF 23-2DSLU | 7 | 29 | 12 | |
|
|
TF6 23-2DSLU | Nozzle suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. Compared to the TF-2DSPR, the tip is reinforced for larger sprues, and compared to the TF-2DSLA, it is longer and can be shaped to match the part’s profile. Not suitable for drool-prone materials. |
TF6 23-2DSLU | TF6 23-2DSLU | 7 | 23 | 62 | 12 |
Valve Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
|
TF 23-3 | The valve-gate nozzle is suitable for molding parts requiring optimal gate aesthetics and can also handle reinforced plastics with abrasive fillers. |
TF 23-3 | TF 23-3 | 5 | 17.5 | 26 | 10 |
|
|
MO 23-3 | The valve-gate nozzle is suitable for molding parts requiring optimal gate aesthetics and can also handle reinforced plastics with abrasive fillers. |
MO 23-3 | MO 23-3 | 5 | 17.5 | 94 | 10 |
|
|
TF 23-3B | Nozzle with prolonged tip for restricted areas, ideal for thin-walled, fast-cycle parts with good gate aesthetics. Suitable for abrasive-filled materials, but not for polycarbonate or similar. |
TF 23-3B | TF 23-3B | 5 | 17.5 | 26 | 10 |
|
|
MO 23-3B | Nozzle with prolonged tip for restricted areas, ideal for thin-walled, fast-cycle parts with good gate aesthetics. Suitable for abrasive-filled materials, but not for polycarbonate or similar. |
MO 23-3B | MO 23-3B | 5 | 17.5 | 94 | 10 |
|
|
TF 23-3D | Valve-gate nozzle for optimal gate aesthetics and abrasive-filled materials; seat machinable from cavity side, leaving a circular tip mark. |
TF 23-3D | TF 23-3D | 5 | 17.5 | 26 | 6 |
|
|
MO 23-3D | Valve-gate nozzle for optimal gate aesthetics and abrasive-filled materials; seat machinable from cavity side, leaving a circular tip mark. |
MO 23-3D | MO 23-3D | 5 | 17.5 | 94 | 6 |
|
|
TF 23-3DSLA | Valve-gate nozzle for parts requiring optimal gate aesthetics and abrasive-filled materials; seat machinable from cavity side, reinforced tip for larger injection points, leaving a visible circular mark. |
TF 23-3DSLA | TF 23-3DSLA | 5 | 17.5 | 26 | 10 |
|
|
MO 23-3DSLA | Valve-gate nozzle for parts requiring optimal gate aesthetics and abrasive-filled materials; seat machinable from cavity side, reinforced tip for larger injection points, leaving a visible circular mark. |
MO 23-3DSLA | MO 23-3DSLA | 5 | 17.5 | 94 | 10 |
|
|
TF 23-3DSLU | Valve-gate nozzle for optimal gate aesthetics and abrasive materials; cavity-side machinable seat, reinforced tip for larger or shaped sprues, leaving a circular mark. |
TF 23-3DSLU | TF 23-3DSLU | 5 | 17.5 | 26 | 10 |
|
|
MO 23-3DSLU | Valve-gate nozzle for optimal gate aesthetics and abrasive materials; cavity-side machinable seat, reinforced tip for larger or shaped sprues, leaving a circular mark. |
MO 23-3DSLU | MO 23-3DSLU | 5 | 17.5 | 94 | 10 |
Thermal Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
|
TD 22-1 | Nozzle for parts where injection vestige matters, suitable for filled and abrasive materials; TD nozzles have an external-body seal, requiring less precise seat machining than TF series. |
TD 22-1 | TD 22-1 | 5 | 22 | 29 | 22 |
|
|
TD6 22-1 | Nozzle for parts where injection vestige matters, suitable for filled and abrasive materials; TD nozzles have an external-body seal, requiring less precise seat machining than TF series. | TD6 22-1 | TD6 22-1 | 5 | 22 | 43 | 22 |
|
|
TD 22-1MD | Nozzle for parts where injection vestige matters, suitable for filled and abrasive materials; TD nozzles have an external-body seal, requiring less precise seat machining than TF series. |
TD 22-1MD | TD 22-1MD | 5 | 22 | 29 | 22 |
|
|
TD 22-1B | Nozzle for good gate appearance, thin fast-cycle parts, limited space. Handles abrasive fillers, high-fluidity materials; not for quick color changes. Seals on body, less precise seat needed. |
TD 22-1B | TD 22-1B | 5 | 22 | 29 | 22 |
|
|
TD6 22-1B | Nozzle for good gate appearance, thin fast-cycle parts, limited space. Handles abrasive fillers, high-fluidity materials; not for quick color changes. Seals on body, less precise seat needed. | TD6 22-1B | TD6 22-1B | 5 | 22 | 43 | 22 |
|
TD 22-1GLT | Nozzle suitable for materials with metal particles, ideal for parts where aesthetics are crucial (cosmetics, packaging). The tip shape ensures uniform material distribution and reduced flow paths. |
TD 22-1GLT | TD 22-1GLT | 5 | 22 | 29 | 22 |
|
|
TD6 22-1GLT | Nozzle suitable for materials with metal particles, ideal for parts where aesthetics are crucial (cosmetics, packaging). The tip shape ensures uniform material distribution and reduced flow paths. |
TD6 22-1GLT | TD6 22-1GLT | 5 | 22 | 43 | 22 |
|
|
TD 22-2 | Nozzle for injection on sprues or when the injection point mark is not critical; not suitable for polymers that drool easily. Requires less precision in seat machining. |
TD 22-2 | TD 22-2 | 5 | 22 | 29 | 22 |
|
|
TD6 22-2 | Nozzle for injection on sprues or when the injection point mark is not critical; not suitable for polymers that drool easily. Requires less precision in seat machining. |
TD6 22-2 | TD6 22-2 | 5 | 22 | 43 | 22 |
|
|
TD 22-3 | Valve gate nozzle, recommended when the injection mark is important; also suitable for filled and abrasive materials. Like TD2, it requires less precision in seat machining.
|
TD 22-3 | TD 22-3 | 5 | 22 | 29 | 22 |
Thermal Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
|
TF 32-1 | Nozzle for good vestige, suitable for all polymers, also abrasive fillers. |
TF 32-1 | TF 32-1 | 10 | 32 | 42 | 16 |
|
|
TF6 32-1 | Nozzle for good vestige, suitable for all polymers, also abrasive fillers. |
TF6 32-1 | TF6 32-1 | 10 | 32 | 62 | 16 |
|
|
TF 32-1B30 | Nozzle for good gate appearance, extended tip for limited space, suited for thin fast-cycle parts. Handles abrasive fillers up to 20%, not for quick color changes. |
TF 32-1B30 | TF 32-1B30 | 10 | 32 | 42 | 16 |
|
|
TF6 32-1B30 | Nozzle for good gate appearance, extended tip for limited space, suited for thin fast-cycle parts. Handles abrasive fillers up to 20%, not for quick color changes. |
TF6 32-1B30 | TF6 32-1B30 | 10 | 32 | 62 | 16 |
|
|
TF 32-1B50 | Nozzle for good gate appearance, extended tip for limited space, suited for thin fast-cycle parts. Handles abrasive fillers up to 20%, not for quick color changes. |
TF 32-1B50 | TF 32-1B50 | 10 | 32 | 42 | 16 |
|
|
TF6 32-1B50 | Nozzle for good gate appearance, extended tip for limited space, suited for thin fast-cycle parts. Handles abrasive fillers up to 20%, not for quick color changes. |
TF6 32-1B50 | TF6 32-1B50 | 10 | 32 | 62 | 16 |
|
|
TF 32-1D | Nozzle for good gate appearance, suitable for abrasive fillers. Die can be machined for sealing; leaves circular witness mark. |
TF 32-1D | TF 32-1D | 10 | 32 | 42 | 8.5 |
|
|
TF6 32-1D | Nozzle for good gate appearance, suitable for abrasive fillers. Die can be machined for sealing; leaves circular witness mark. |
TF6 32-1D | TF6 32-1D | 10 | 32 | 62 | 8.5 |
Thermal Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
|
TF 32-1DSLA | The nozzle suits sprue or cavity molding, even with abrasive materials, and features a reinforced tip for larger sprues, leaving a circular mark on the part. |
TF 32-1DSLA | TF 32-1DSLA | 10 | 32 | 42 | 16 |
|
|
TF6 32-1DSLA | The nozzle suits sprue or cavity molding, even with abrasive materials, and features a reinforced tip for larger sprues, leaving a circular mark on the part. |
TF6 32-1DSLA | TF6 32-1DSLA | 10 | 32 | 62 | 16 |
|
|
TF 32-1DSLU | Nozzle for sprues or direct gating, suitable for abrasive fillers. Strengthened, longer tip for larger sprues and mould profile shaping; die seal machined from cavity side. Leaves circular witness mark. |
TF 32-1DSLU | TF 32-1DSLU | 10 | 32 | 42 | 16 |
|
|
TF6 32-1DSLU | Nozzle for sprues or direct gating, suitable for abrasive fillers. Strengthened, longer tip for larger sprues and mould profile shaping; die seal machined from cavity side. Leaves circular witness mark. |
TF6 32-1DSLU | TF6 32-1DSLU | 10 | 32 | 62 | 16 |
|
|
TF 32-2 | The nozzle is suitable for sprue or cavity molding, leaving a visible injection mark. It works with all polymers, including abrasive fillers, but not with drool-prone materials. |
TF 32-2 | TF 32-2 | 10 | 32 | 42 | 16 |
|
|
TF6 32-2 | The nozzle is suitable for sprue or cavity molding, leaving a visible injection mark. It works with all polymers, including abrasive fillers, but not with drool-prone materials. |
TF6 32-2 | TF6 32-2 | 10 | 32 | 62 | 16 |
|
|
TF 32-2P | The nozzle can inject onto the sprue or directly into the cavity, leaving a visible injection mark. It is well suited for drool-prone materials and also compatible with abrasive fillers. |
TF 32-2P | TF 32-2P | 10 | 32 | 42 | 16 |
|
|
TF6 32-2P | The nozzle can inject onto the sprue or directly into the cavity, leaving a visible injection mark. It is well suited for drool-prone materials and also compatible with abrasive fillers. |
TF6 32-2P | TF6 32-2P | 10 | 32 | 62 | 16 |
|
|
TF 32-2DSTD | The nozzle is suitable for parts where gate vestige is not critical. It can be sealed from the cavity side, leaving a circular tip mark on the part, and is recommended only for high-fluidity materials. |
TF 32-2DSTD | TF 32-2DSTD | 10 | 32 | 42 | 6 |
|
|
TF6 32-2DSTD | The nozzle is suitable for parts where gate vestige is not critical. It can be sealed from the cavity side, leaving a circular tip mark on the part, and is recommended only for high-fluidity materials. |
TF6 32-2DSTD | TF6 32-2DSTD | 10 | 32 | 62 | 6 |
|
|
TF 32-2DSPR | The nozzle is suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. It can be sealed from the cavity side but is not suitable for drool-prone materials. |
TF 32-2DSPR | TF 32-2DSPR | 10 | 32 | 42 | 6 |
|
|
TF6 32-2DSPR | The nozzle is suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. It can be sealed from the cavity side but is not suitable for drool-prone materials. |
TF6 32-2DSPR | TF6 32-2DSPR | 10 | 32 | 62 | 6 |
|
|
TF 32-2DSLA | The nozzle is suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. It can be sealed from the cavity side, and compared to the TF-2DSPR, has a reinforced tip for larger sprues. Not suitable for drool-prone materials. |
TF 32-2DSLA | TF 32-2DSLA | 10 | 32 | 42 | 16 |
|
|
TF6 32-2DSLA | The nozzle is suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. It can be sealed from the cavity side, and compared to the TF-2DSPR, has a reinforced tip for larger sprues. Not suitable for drool-prone materials. |
TF6 32-2DSLA | TF6 32-2DSLA | 10 | 32 | 62 | 16 |
|
|
TF 32-2DSLU | Nozzle suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. Compared to the TF-2DSPR, the tip is reinforced for larger sprues, and compared to the TF-2DSLA, it is longer and can be shaped to match the part’s profile. Not suitable for drool-prone materials. |
TF 32-2DSLU | TF 32-2DSLU | 10 | 32 | 42 | 16 |
|
|
TF6 32-2DSLU | Nozzle suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. Compared to the TF-2DSPR, the tip is reinforced for larger sprues, and compared to the TF-2DSLA, it is longer and can be shaped to match the part’s profile. Not suitable for drool-prone materials. |
TF6 32-2DSLU | TF6 32-2DSLU | 10 | 32 | 62 | 16 |
Valve Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
|
TF 32-3 | The valve-gate nozzle is suitable for molding parts requiring optimal gate aesthetics and can also handle reinforced plastics with abrasive fillers. |
TF 32-3 | TF 32-3 | 10 | 32 | 42 | 16 |
|
|
MO 32-3 | The valve-gate nozzle is suitable for molding parts requiring optimal gate aesthetics and can also handle reinforced plastics with abrasive fillers. |
MO 32-3 | MO 32-3 | 10 | 32 | 94 | 16 |
|
|
TF 32-3B | Nozzle with prolonged tip for restricted areas, ideal for thin-walled, fast-cycle parts with good gate aesthetics. Suitable for abrasive-filled materials, but not for polycarbonate or similar. |
TF 32-3B | TF 32-3B | 10 | 32 | 42 | 16 |
|
|
MO 32-3B | Nozzle with prolonged tip for restricted areas, ideal for thin-walled, fast-cycle parts with good gate aesthetics. Suitable for abrasive-filled materials, but not for polycarbonate or similar. |
MO 32-3B | MO 32-3B | 10 | 32 | 94 | 16 |
|
|
TF 32-3D | Valve-gate nozzle for optimal gate aesthetics and abrasive-filled materials; seat machinable from cavity side, leaving a circular tip mark. |
TF 32-3D | TF 32-3D | 10 | 32 | 42 | 8.5 |
|
|
MO 32-3D | Valve-gate nozzle for optimal gate aesthetics and abrasive-filled materials; seat machinable from cavity side, leaving a circular tip mark. |
MO 32-3D | MO 32-3D | 10 | 32 | 94 | 8.5 |
|
|
TF 32-3DSLA | Valve-gate nozzle for parts requiring optimal gate aesthetics and abrasive-filled materials; seat machinable from cavity side, reinforced tip for larger injection points, leaving a visible circular mark. |
TF 32-3DSLA | TF 32-3DSLA | 10 | 32 | 42 | 16 |
|
|
MO 32-3DSLA | Valve-gate nozzle for parts requiring optimal gate aesthetics and abrasive-filled materials; seat machinable from cavity side, reinforced tip for larger injection points, leaving a visible circular mark. |
MO 32-3DSLA | MO 32-3DSLA | 10 | 32 | 94 | 16 |
|
|
TF 32-3DSLU | Valve-gate nozzle for optimal gate aesthetics and abrasive materials; cavity-side machinable seat, reinforced tip for larger or shaped sprues, leaving a circular mark. |
TF 32-3DSLU | TF 32-3DSLU | 10 | 32 | 42 | 16 |
|
|
MO 32-3DSLU | Valve-gate nozzle for optimal gate aesthetics and abrasive materials; cavity-side machinable seat, reinforced tip for larger or shaped sprues, leaving a circular mark. |
MO 32-3DSLU | MO 32-3DSLU | 10 | 32 | 94 | 16 |
Thermal Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
|
TD 30-1 | Nozzle for parts where injection vestige matters, suitable for filled and abrasive materials; TD nozzles have an external-body seal, requiring less precise seat machining than TF series. |
TD 30-1 | TD 30-1 | 7 | 30 | 39 | 30 |
|
|
TD6 30-1 | Nozzle for parts where injection vestige matters, suitable for filled and abrasive materials; TD nozzles have an external-body seal, requiring less precise seat machining than TF series. | TD6 30-1 | TD6 30-1 | 7 | 30 | 58 | 30 |
|
|
TD 30-1MD | Nozzle for parts where injection vestige matters, suitable for filled and abrasive materials; TD nozzles have an external-body seal, requiring less precise seat machining than TF series. |
TD 30-1MD | TD 30-1MD | 7 | 30 | 39 | 30 |
|
|
TD 30-1B | Nozzle for good gate appearance, thin fast-cycle parts, limited space. Handles abrasive fillers, high-fluidity materials; not for quick color changes. Seals on body, less precise seat needed. |
TD 30-1B | TD 30-1B | 7 | 30 | 39 | 30 |
|
|
TD6 30-1B | Nozzle for good gate appearance, thin fast-cycle parts, limited space. Handles abrasive fillers, high-fluidity materials; not for quick color changes. Seals on body, less precise seat needed. | TD6 30-1B | TD6 30-1B | 7 | 30 | 58 | 30 |
|
|
TD 30-1GLT | Nozzle suitable for materials with metal particles, ideal for parts where aesthetics are crucial (cosmetics, packaging). The tip shape ensures uniform material distribution and reduced flow paths. |
TD 30-1GLT | TD 30-1GLT | 7 | 30 | 39 | 30 |
|
|
TD6 30-1GLT | Nozzle suitable for materials with metal particles, ideal for parts where aesthetics are crucial (cosmetics, packaging). The tip shape ensures uniform material distribution and reduced flow paths. |
TD6 30-1GLT | TD6 30-1GLT | 7 | 30 | 58 | 30 |
|
|
TD 30-2 | Valve gate nozzle, recommended when the injection mark is important; also suitable for filled and abrasive materials. Like TD2, it requires less precision in seat machining. |
TD 30-2 | TD 30-2 | 7 | 30 | 39 | 30 |
|
|
TD6 30-2 | Valve gate nozzle, recommended when the injection mark is important; also suitable for filled and abrasive materials. Like TD2, it requires less precision in seat machining. |
TD6 30-2 | TD6 30-2 | 7 | 30 | 58 | 30 |
|
|
TD 30-3 | Valve gate nozzle, recommended when the injection mark is important; also suitable for filled and abrasive materials. Like TD2, it requires less precision in seat machining.
|
TD 30-3 | TD 30-3 | 7 | 30 | 39 | 30 |
Thermal Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
|
TF 46-1 | Nozzle for good vestige, suitable for all polymers, also abrasive fillers. |
TF 46-1 | TF 46-1 | 15 | 46 | 62 | 25 |
|
|
TF6 46-1 | Nozzle for good vestige, suitable for all polymers, also abrasive fillers. |
TF6 46-1 | TF6 46-1 | 15 | 46 | 84 | 25 |
|
|
TF 46-1D | Nozzle for good gate appearance, suitable for abrasive fillers. Die can be machined for sealing; leaves circular witness mark. |
TF 46-1D | TF 46-1D | 15 | 46 | 62 | 16 |
|
|
TF6 46-1D | Nozzle for good gate appearance, suitable for abrasive fillers. Die can be machined for sealing; leaves circular witness mark. |
TF6 46-1D | TF6 46-1D | 15 | 46 | 84 | 16 |
Thermal Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
|
TF 46-1DSLA | The nozzle suits sprue or cavity molding, even with abrasive materials, and features a reinforced tip for larger sprues, leaving a circular mark on the part. |
TF 46-1DSLA | TF 46-1DSLA | 15 | 46 | 62 | 20 |
|
|
TF6 46-1DSLA | The nozzle suits sprue or cavity molding, even with abrasive materials, and features a reinforced tip for larger sprues, leaving a circular mark on the part. |
TF6 46-1DSLA | TF6 46-1DSLA | 15 | 46 | 84 | 20 |
|
|
TF 46-1DSLU | Nozzle for sprues or direct gating, suitable for abrasive fillers. Strengthened, longer tip for larger sprues and mould profile shaping; die seal machined from cavity side. Leaves circular witness mark. |
TF 46-1DSLU | TF 46-1DSLU | 15 | 46 | 62 | 20 |
|
|
TF6 46-1DSLU | Nozzle for sprues or direct gating, suitable for abrasive fillers. Strengthened, longer tip for larger sprues and mould profile shaping; die seal machined from cavity side. Leaves circular witness mark. |
TF6 46-1DSLU | TF6 46-1DSLU | 15 | 46 | 84 | 20 |
|
|
TF 46-2 | The nozzle is suitable for sprue or cavity molding, leaving a visible injection mark. It works with all polymers, including abrasive fillers, but not with drool-prone materials. |
TF 46-2 | TF 46-2 | 15 | 46 | 62 | 25 |
|
|
TF6 46-2 | The nozzle is suitable for sprue or cavity molding, leaving a visible injection mark. It works with all polymers, including abrasive fillers, but not with drool-prone materials. |
TF6 46-2 | TF6 46-2 | 15 | 46 | 84 | 25 |
|
|
TF 46-2MD | The nozzle is suitable for sprue or cavity molding, leaving a visible injection mark. It works with all polymers, including abrasive fillers, but not with drool-prone materials. |
TF 46-2MD | TF 46-2MD | 15 | 46 | 62 | 25 |
|
|
TF6 46-2MD | The nozzle is suitable for sprue or cavity molding, leaving a visible injection mark. It works with all polymers, including abrasive fillers, but not with drool-prone materials. |
TF6 46-2MD | 15 | 46 | 84 | 25 | |
|
|
TF 46-2P | The nozzle can inject onto the sprue or directly into the cavity, leaving a visible injection mark. It is well suited for drool-prone materials and also compatible with abrasive fillers. |
TF 46-2P | TF 46-2P | 15 | 46 | 62 | 25 |
|
|
TF6 46-2P | The nozzle can inject onto the sprue or directly into the cavity, leaving a visible injection mark. It is well suited for drool-prone materials and also compatible with abrasive fillers. |
TF6 46-2P | TF6 46-2P | 15 | 46 | 84 | 25 |
|
|
TF 46-2DSTD | The nozzle is suitable for parts where gate vestige is not critical. It can be sealed from the cavity side, leaving a circular tip mark on the part, and is recommended only for high-fluidity materials. |
TF 46-2DSTD | TF 46-2DSTD | 15 | 46 | 62 | 10 |
|
|
TF6 46-2DSTD | The nozzle is suitable for parts where gate vestige is not critical. It can be sealed from the cavity side, leaving a circular tip mark on the part, and is recommended only for high-fluidity materials. |
TF6 46-2DSTD | TF6 46-2DSTD | 15 | 46 | 84 | 10 |
|
|
TF 46-2DSPR | The nozzle is suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. It can be sealed from the cavity side but is not suitable for drool-prone materials. |
TF 46-2DSPR | TF 46-2DSPR | 15 | 46 | 62 | 10 |
|
|
TF6 46-2DSPR | The nozzle is suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. It can be sealed from the cavity side but is not suitable for drool-prone materials. |
TF6 46-2DSPR | TF6 46-2DSPR | 15 | 46 | 84 | 10 |
|
|
TF 46-2DSLA | The nozzle is suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. It can be sealed from the cavity side, and compared to the TF-2DSPR, has a reinforced tip for larger sprues. Not suitable for drool-prone materials. |
TF 46-2DSLA | TF 46-2DSLA | 15 | 46 | 62 | 20 |
|
|
TF6 46-2DSLA | The nozzle is suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. It can be sealed from the cavity side, and compared to the TF-2DSPR, has a reinforced tip for larger sprues. Not suitable for drool-prone materials. |
TF6 46-2DSLA | TF6 46-2DSLA | 15 | 46 | 84 | 20 |
|
|
TF 46-2DSLU | Nozzle suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. Compared to the TF-2DSPR, the tip is reinforced for larger sprues, and compared to the TF-2DSLA, it is longer and can be shaped to match the part’s profile. Not suitable for drool-prone materials.
|
TF 46-2DSLU | TF 46-2DSLU | 15 | 46 | 62 | 20 |
|
|
TF6 46-2DSLU | Nozzle suitable for sprue or cavity molding, leaving a small sprue and a circular tip mark on the part. Compared to the TF-2DSPR, the tip is reinforced for larger sprues, and compared to the TF-2DSLA, it is longer and can be shaped to match the part’s profile. Not suitable for drool-prone materials.
|
TF6 46-2DSLU | TF6 46-2DSLU | 15 | 46 | 84 | 20 |
Valve Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
|
TF 46-3 | The valve-gate nozzle is suitable for molding parts requiring optimal gate aesthetics and can also handle reinforced plastics with abrasive fillers. |
TF 46-3 | TF 46-3 | 15 | 46 | 62 | 25 |
|
|
MG 46-3-G | The valve-gate nozzle is suitable for molding parts requiring optimal gate aesthetics and can also handle reinforced plastics with abrasive fillers. |
MG 46-3-G | MG 46-3-G | 15 | 46 | 114 | 25 |
|
|
MG 46-3-N | The valve-gate nozzle is suitable for molding parts requiring optimal gate aesthetics and can also handle reinforced plastics with abrasive fillers. |
MG 46-3-N | MG 46-3-N | 15 | 46 | 114 | 25 |
|
|
TF 46-3B | Nozzle with prolonged tip for restricted areas, ideal for thin-walled, fast-cycle parts with good gate aesthetics. Suitable for abrasive-filled materials, but not for polycarbonate or similar. |
TF 46-3B | TF 46-3B | 15 | 46 | 62 | 25 |
|
|
MG 46-3B-G | Nozzle with prolonged tip for restricted areas, ideal for thin-walled, fast-cycle parts with good gate aesthetics. Suitable for abrasive-filled materials, but not for polycarbonate or similar. |
MG 46-3B-G | MG 46-3B-G | 15 | 46 | 114 | 25 |
|
|
MG 46-3B-N | Nozzle with prolonged tip for restricted areas, ideal for thin-walled, fast-cycle parts with good gate aesthetics. Suitable for abrasive-filled materials, but not for polycarbonate or similar. |
MG 46-3B-N | MG 46-3B-N | 15 | 46 | 114 | 25 |
|
|
TF 46-3D | Valve-gate nozzle for optimal gate aesthetics and abrasive-filled materials; seat machinable from cavity side, leaving a circular tip mark. |
TF 46-3D | TF 46-3D | 15 | 46 | 62 | 16 |
|
|
MG 46-3D | Valve-gate nozzle for optimal gate aesthetics and abrasive-filled materials; seat machinable from cavity side, leaving a circular tip mark. |
MG 46-3D | MG 46-3D | 15 | 46 | 114 | 16 |
|
|
TF 46-3DSLA | Valve-gate nozzle for parts requiring optimal gate aesthetics and abrasive-filled materials; seat machinable from cavity side, reinforced tip for larger injection points, leaving a visible circular mark. |
TF 46-3DSLA | TF 46-3DSLA | 15 | 46 | 62 | 20 |
|
|
MG 46-3DSLA | Valve-gate nozzle for parts requiring optimal gate aesthetics and abrasive-filled materials; seat machinable from cavity side, reinforced tip for larger injection points, leaving a visible circular mark. |
MG 46-3DSLA | MG 46-3DSLA | 15 | 46 | 114 | 20 |
|
|
TF 46-3DSLU | Valve-gate nozzle for optimal gate aesthetics and abrasive materials; cavity-side machinable seat, reinforced tip for larger or shaped sprues, leaving a circular mark. |
TF 46-3DSLU | TF 46-3DSLU | 15 | 46 | 62 | 20 |
|
|
MG 46-3DSLU | Valve-gate nozzle for optimal gate aesthetics and abrasive materials; cavity-side machinable seat, reinforced tip for larger or shaped sprues, leaving a circular mark. |
MG 46-3DSLU | MG 46-3DSLU | 15 | 46 | 114 | 20 |
Thermal Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
|
TD 44-1 | Nozzle for parts where injection vestige matters, suitable for filled and abrasive materials; TD nozzles have an external-body seal, requiring less precise seat machining than TF series. |
TD 44-1 | TD 44-1 | 11 | 44 | 54 | 44 |
|
|
TD6 44-1 | Nozzle for parts where injection vestige matters, suitable for filled and abrasive materials; TD nozzles have an external-body seal, requiring less precise seat machining than TF series. | TD6 44-1 | TD6 44-1 | 11 | 44 | 58 | 44 |
|
|
TD 44-1MD | Nozzle for parts where injection vestige matters, suitable for filled and abrasive materials; TD nozzles have an external-body seal, requiring less precise seat machining than TF series. |
TD 44-1MD | TD 44-1MD | 11 | 44 | 54 | 44 |
|
|
TD 44-1B | Nozzle for good gate appearance, thin fast-cycle parts, limited space. Handles abrasive fillers, high-fluidity materials; not for quick color changes. Seals on body, less precise seat needed. |
TD 44-1B | TD 44-1B | 11 | 44 | 54 | 44 |
|
|
TD6 44-1B | Nozzle for good gate appearance, thin fast-cycle parts, limited space. Handles abrasive fillers, high-fluidity materials; not for quick color changes. Seals on body, less precise seat needed. |
TD6 44-1B | TD6 44-1B | 11 | 44 | 58 | 44 |
Thermal Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
KS 5-22 | The multi-tip nozzle is ideal for small precision parts with close cavities and for ensuring concentricity through multiple gates. |
KS 5-22 | KS 5-22 | 4 | 22 | 29 | 22 |
|
|
KS6 5-22 | The multi-tip nozzle is ideal for small precision parts with close cavities and for ensuring concentricity through multiple gates. |
KS6 5-22 | KS6 5-22 | 4 | 22 | 50 | 22 |

|
KS 8-22 | Edge gate nozzles enable injection into multiple cavities with smaller moulds. When the nozzle fits the inner diameter of round parts, it can inject internally to ensure concentricity. |
KS 8-22 | KS 8-22 | 4 | 22 | 29 | 22 |
|
|
KS6 8-22 | Edge gate nozzles enable injection into multiple cavities with smaller moulds. When the nozzle fits the inner diameter of round parts, it can inject internally to ensure concentricity. | KS6 8-22 | KS6 8-22 | 4 | 22 | 50 | 22 |
Thermal Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
|
KS 5-30 | The multi-tip nozzle is ideal for small precision parts with close cavities and for ensuring concentricity through multiple gates. |
KS 5-30 | KS 5-30 | 6 | 30 | 39 | 30 |
|
|
KS6 5-30 | The multi-tip nozzle is ideal for small precision parts with close cavities and for ensuring concentricity through multiple gates. | KS6 5-30 | KS6 5-30 | 6 | 30 | 60 | 30 |
|
|
KS 8-30 | Edge gate nozzles enable injection into multiple cavities with smaller moulds. When the nozzle fits the inner diameter of round parts, it can inject internally to ensure concentricity. |
KS 8-30 | KS 8-30 | 6 | 30 | 39 | 30 |
|
|
KS6 8-30 | Edge gate nozzles enable injection into multiple cavities with smaller moulds. When the nozzle fits the inner diameter of round parts, it can inject internally to ensure concentricity. | KS6 8-30 | KS6 8-30 | 6 | 30 | 60 | 30 |
Thermal Gate Nozzles & Single Nozzles
| Image | Name | Description | Product Catalog |
3D data | Flow Bore Ø mm |
Cut out Ø mm |
Support Ring Ø mm |
Sealing Ø mm |
|---|---|---|---|---|---|---|---|---|
|
|
KS 5-44 | The multi-tip nozzle is ideal for small precision parts with close cavities and for ensuring concentricity through multiple gates. |
KS 5-44 | KS 5-44 | 10 | 44 | 54 | 44 |
|
|
KS6 5-44 | The multi-tip nozzle is ideal for small precision parts with close cavities and for ensuring concentricity through multiple gates. |
KS6 5-44 | KS6 5-44 | 10 | 44 | 75 | 44 |
|
|
KS 8-44 | Edge gate nozzles enable injection into multiple cavities with smaller moulds. When the nozzle fits the inner diameter of round parts, it can inject internally to ensure concentricity. |
KS 8-44 | KS 8-44 | 10 | 44 | 54 | 44 |
|
|
KS6 8-44 | Edge gate nozzles enable injection into multiple cavities with smaller moulds. When the nozzle fits the inner diameter of round parts, it can inject internally to ensure concentricity. |
KS6 8-44 | KS6 8-44 | 10 | 44 | 75 | 44 |
Thermal Gate & Single Nozzle
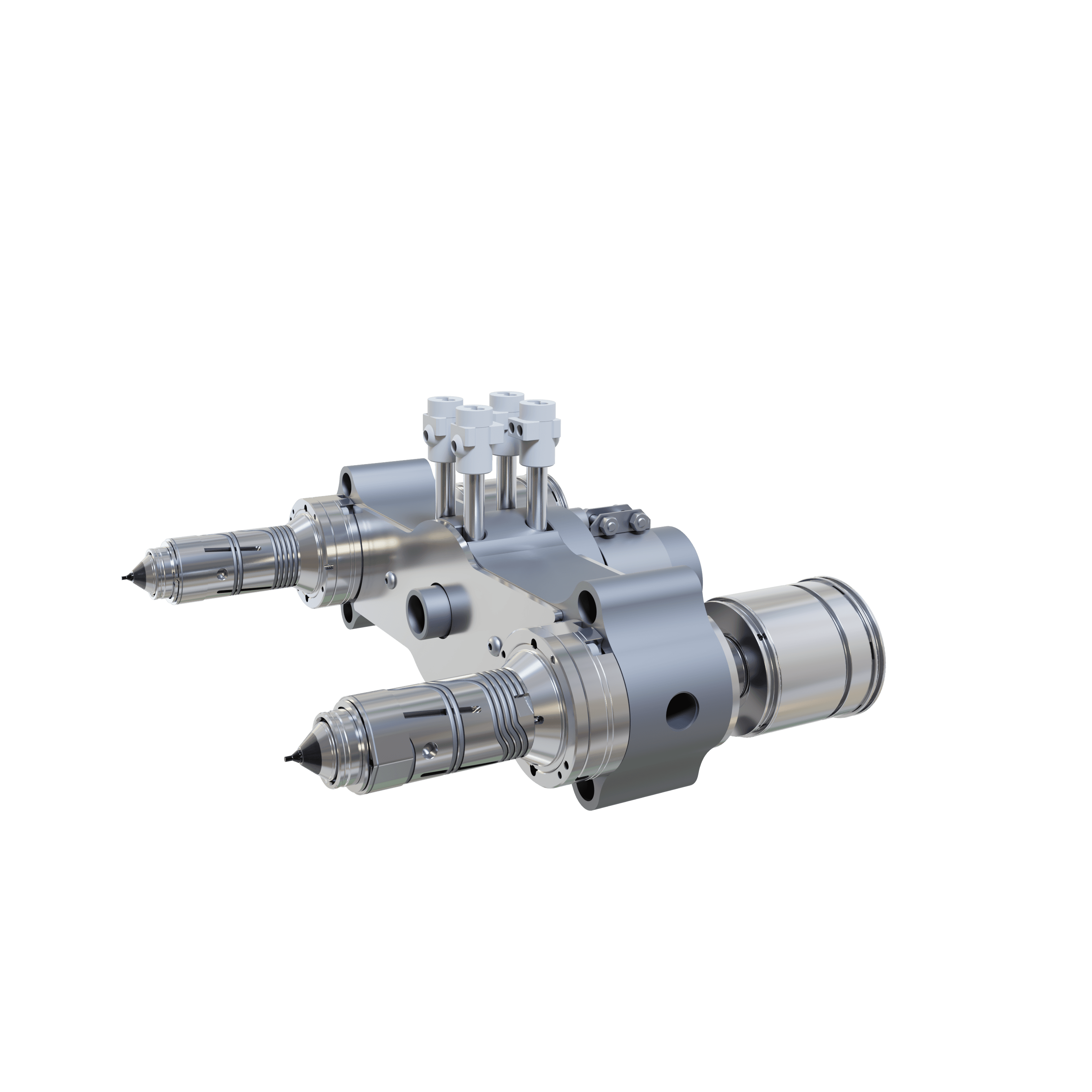
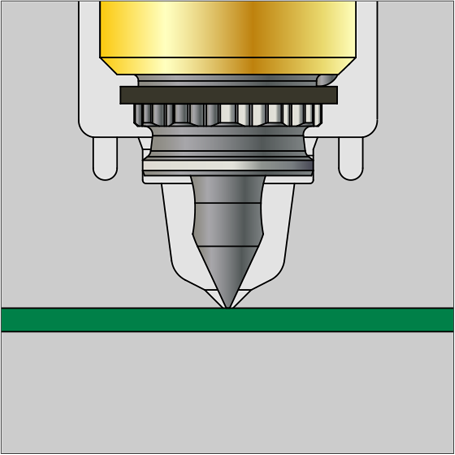
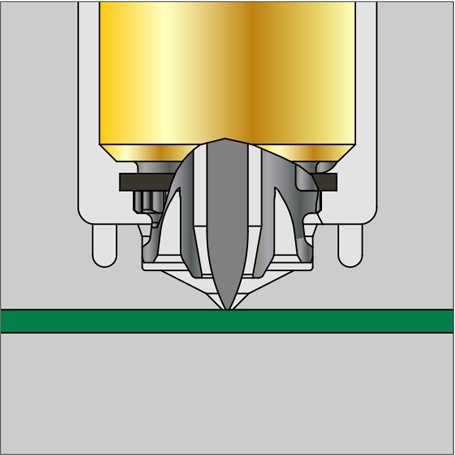
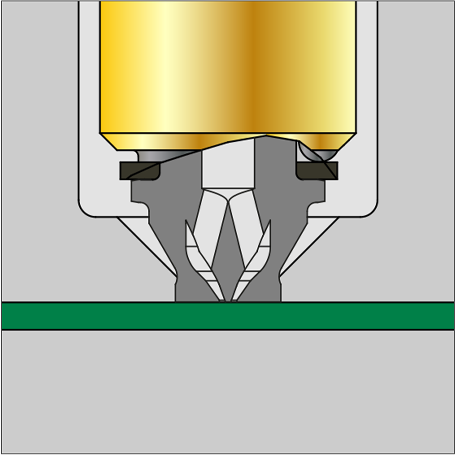
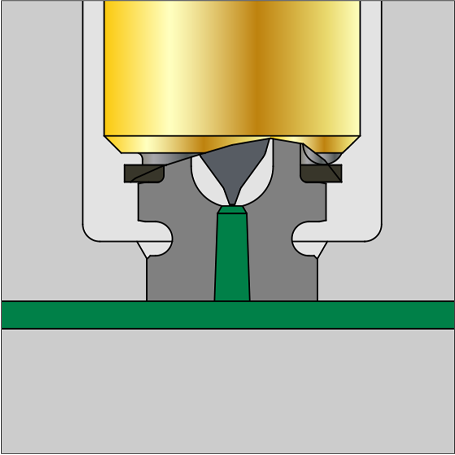
The Signature Line with the Original Männer Cylindrical Valve Gate Technology provides impeccable surface quality, part-to-part consistency, and process reliability. All hot runner systems are tailored and designed to meet the specific needs of our customers.
Take full control of your hot runner design process – quickly, intuitively, and entirely online. With just a few clicks, you can configure your system to meet your exact requirements, reducing delivery times and helping you bring your projects to market faster.
Our smart configurator guides you step by step, ensuring precision and efficiency while eliminating unnecessary delays. Whether you’re planning a new tool or optimizing an existing setup, you’ll save valuable time and effort.
Register now and start designing your system today – faster, smarter, and easier than ever before.

Hot runner systems are the heart of efficient injection molding — but even the best equipment wears over time. Our refurbishment service restores worn or damaged components to optimal condition, ensuring precise temperature control, improved flow, and consistent product quality. Avoid unplanned downtime and costly replacements while keeping your production running smoothly.

Our two-day training program combines in-depth theoretical instruction with hands-on practice directly in the workshop. It is designed for professionals who want to understand not only the principles of hot runner systems, but also how to install, maintain, and service them effectively.
From Fundamentals to Practical Expertise!

Precise temperature management is the key to producing consistent, high-quality parts while keeping scrap rates low and profitability high.
Our advanced Gammaflux control systems deliver unmatched accuracy, stability, and user-friendly operation. With intelligent temperature monitoring and adaptive control, you can ensure optimal melt flow, reduce downtime, and increase the overall efficiency of your production process.
Whether you’re running small-scale projects or high-cavity, high-volume production, Gammaflux technology provides the precision and reliability you need to take full control of your hot runner system.
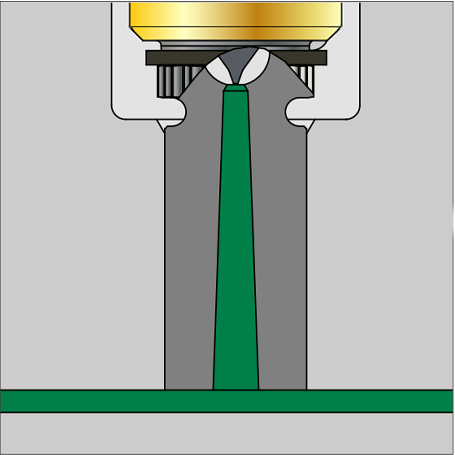
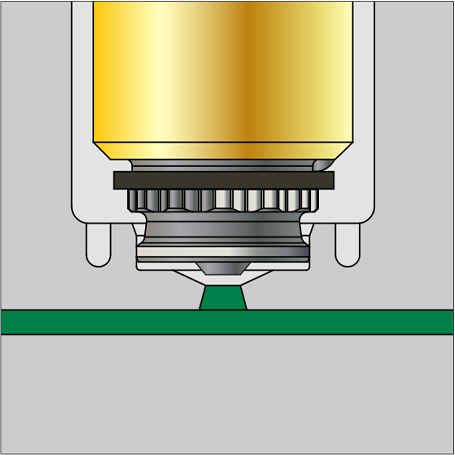
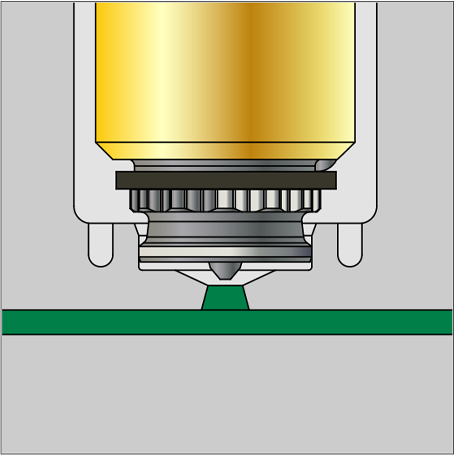
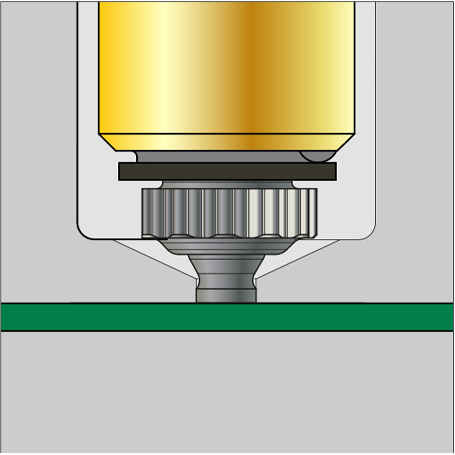
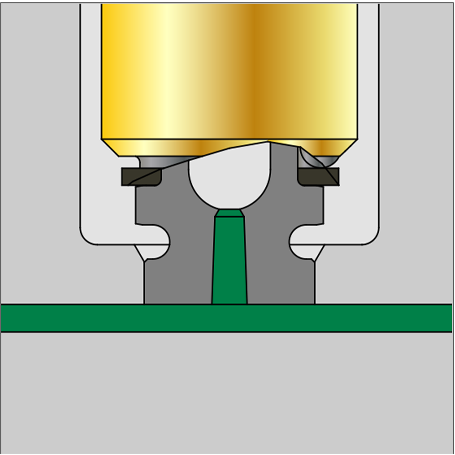
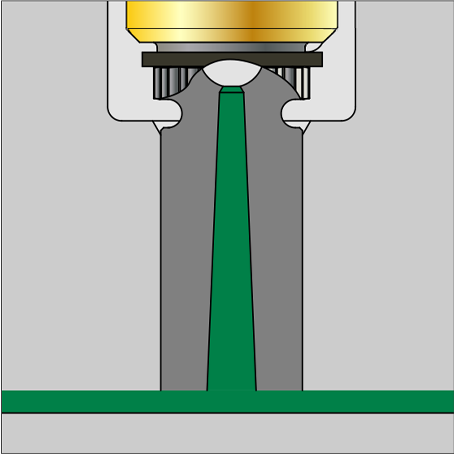
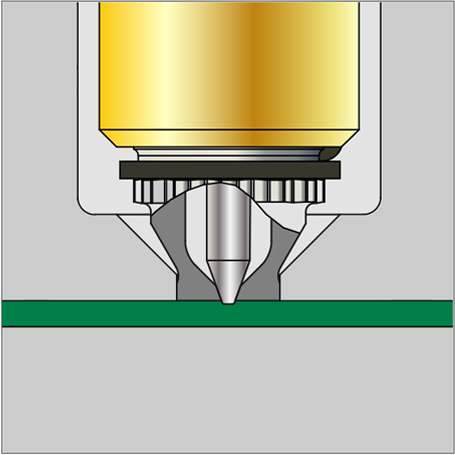
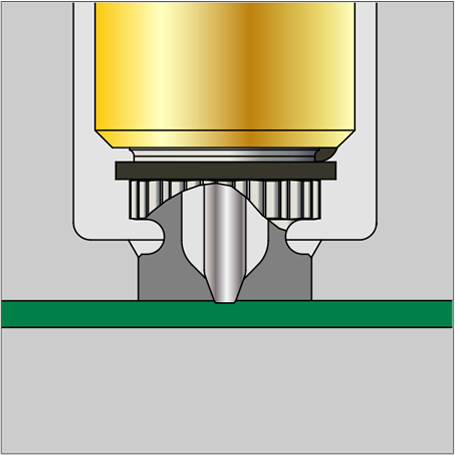
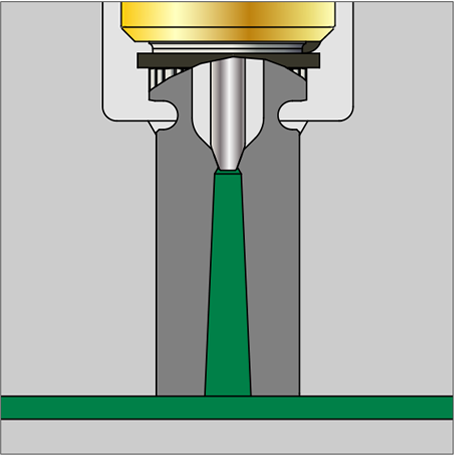
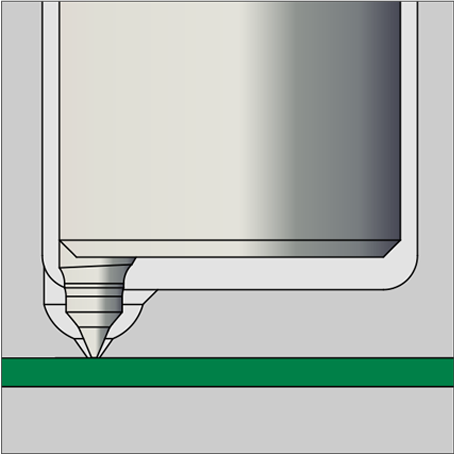
The thermal side gate nozzle from Männer proves in demanding, high-volume production that cosmetic gate points, easy assembly, and long-term reliability can be seamlessly combined.
Even in high-cavity molds, this technology ensures consistent performance and superior part quality – making it the ideal choice when precision and appearance matter most.
.jpg)
Medical Day 2025 brought together brilliant minds, inspiring speakers, and a passionate community dedicated to shaping the future of healthcare. From thought-provoking talks to lively networking moments, the day was filled with energy and ideas. Here’s a look back at some of the highlights.
Whether your mold requires only minor adjustments or a full mechanical and functional overhaul: we offer a flexible range of refurbishment solutions to match your goals, timeline, and budget. All packages are carried out by experienced tooling experts using OEM-level standards and documentation. Planned refurbishment reduces unexpected downtime, lowers total cost of ownership, and keeps your production running efficiently.
Our Light Package focuses on essential components to restore reliable performance with minimal downtime:
Full refurbishment of the hot runner system
Replacement of guiding and centering elements for FH & MH (AS & DS)
Warranty renewal of the hot runner system in accordance with Otto Männer GmbH’s general terms and conditions
This package is ideal for molds still in good condition that require targeted maintenance to ensure consistent part quality and continued process stability.
Our most comprehensive package restores your mold to peak performance – ideal for extending lifecycle and maximizing output reliability:
Complete replacement of cavity stacks
New guiding and centering elements
Replacement of all wear and tear parts
Full cleaning and inspection of the entire mold
Final Operational Test (FOT) to validate performance
Warranty renewal with 50% of the original new mold conditions – minimum 1 million cycles guaranteed
This package is recommended when a mold shows extensive wear or reduced precision. It offers a cost-efficient alternative to new mold investment, with high functional reliability.
.png)
Tailored refurbishment after a comprehensive mold assessment – based on the exact condition and requirements of your mold.
On-site assessment by our experts
Customized quotation based on actual wear and condition
Refurbishment performed at the MS mold plant, using OEM standards
Final Operational Test (FOT) ensures mold readiness
Warranty renewal after full refurbishment with 50% of the original warranty conditions – minimum 1 million cycles
Cost transparency & value-added:
Refurbishment > €100k → 50% reimbursement of the assessment costs
Refurbishment > €200k → 75% reimbursement of the assessment costs
Optional add-ons:
Spare parts packages (mold / hot runner)
Stand-alone repairs of damaged components (if feasible)
Modifications to meet new production or product requirements
This package is ideal for complex, high-value molds where a detailed condition-based approach ensures maximum return on investment.
Planned hot runner maintenance can reduce downtime by up to 70%.

Always Ready, Always Reliable: A spare parts agreement with Männer or Foboha ensures that essential components are always available to keep your molds running smoothly. By securing predefined parts in advance, you minimize downtime and increase efficiency.
Your benefits at a glance:
Rapid availability
Immediate access to critical spare parts – less unplanned downtime, better service performance.
Cost efficiency
Attractive long-term conditions and pricing through fixed contracts.
Planning reliability
Simplified scheduling of maintenance and repairs with assured parts supply.
Lower administrative effort
Reduce time and resources needed for sourcing and procurement