







Head Fog Light
Material: PC
Part Weight: 910 g
Shot Weight: 1820 g
Wall Thickness: 2.5-3 mm
Material: PC
Part Weight: 910 g
Shot Weight: 1820 g
Wall Thickness: 2.5-3 mm

Material: PC-AL2447
Part Weight: 427 g
Shot Weight: 854 g
Wall Thickness: 3 mm
Material: PMMA 8N
Part Weight: 800 g
Shot Weight: 800 g
Wall thickness: 2.5-3 mm

Material: PC/ABS, PMMA
Part Weight: 181 g
Shot Weight: 181 g
Wall Thickness: 2.5-3 mm
Material: PMMA
Part Weight: 4.08 g + 2.52 g
Shot Weight: 13.2 g
Wall Thickness: Φ3.2mm

Material: PC Makrolon LED2245
Part Weight: 118 g
Shot Weight: 236 g
Wall Thickness: 5.5 mm

Material: PC / ABS
Part Weight: 250 g
Shot Weight: 500 g
Wall Thickness: 2.5-3 mm
Material: PC Lexan LS1
Part Weight: 2100 g
Shot Weight: 2100 g
Wall Thickness: 3 mm

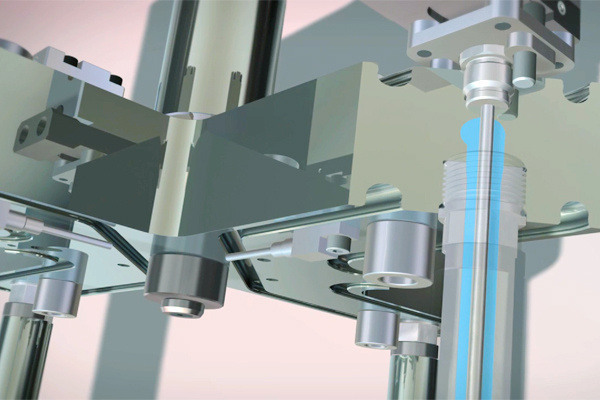
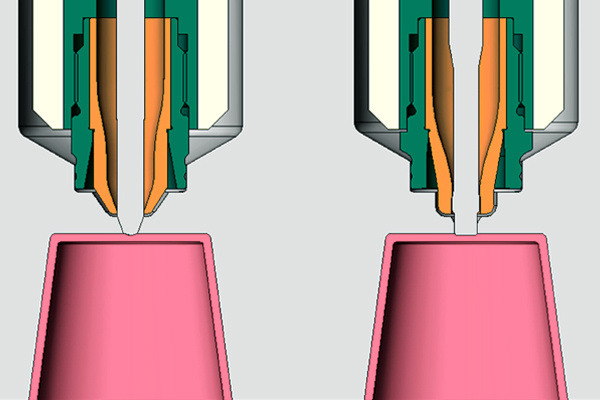
There is no single hot runner nozzle for producing perfect lighting products. Rather, it is the interplay of hot runner configuration, the selection of the right nozzle and gate, and, most importantly, correct geometry and temperature profiles.
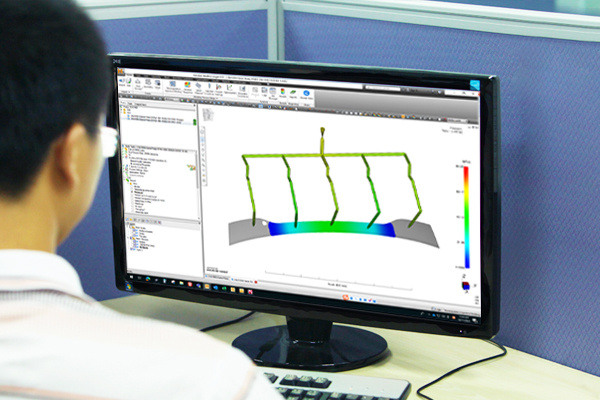
Each application is individually examined by the Synventive application team and supported by Moldflow analyses.
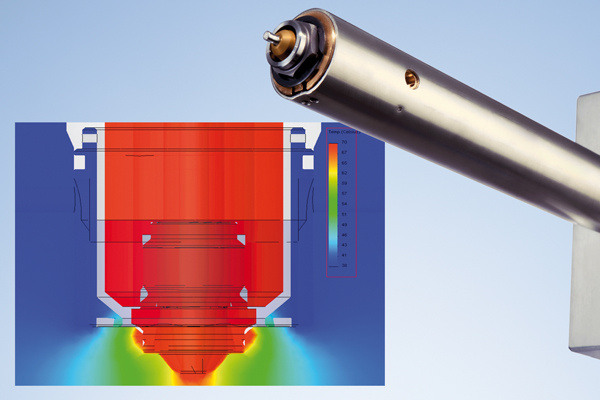

Areas in the hotrunner where the melt changes its flow direction are particularly prone to deposits making them potential weak points for material hangup. We inspect all plugs and transitions for proper fit and sealing, and use endoscopic examination to ensure the quality is maintained and recorded, ensuring correct performance of the hotrunner from the first shot.