
- Head Fog Light
- Head Light
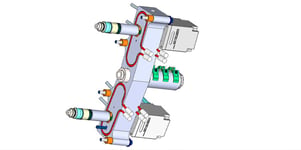
Head Fog Light

Material: PC
Part Weight: 910 g
Shot Weight: 1820 g
Wall Thickness: 2.5-3 mm
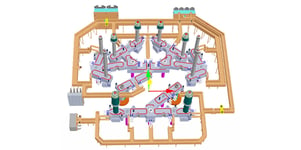
Nozzles: 22E, 16E
System: 2+8-drops,PB8016
Cavities: 2
Gating: Direct
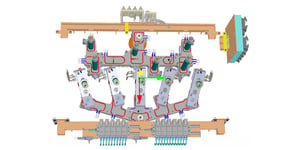
Head Light

Material: PC-AL2447
Part Weight: 427 g
Shot Weight: 854 g
Wall Thickness: 3 mm

Nozzles: 16E-VSP
System: 12-drops,PNC7518-M04
Cavities: 2
Gating: Direct
- Long Rear Light
- Rear Light
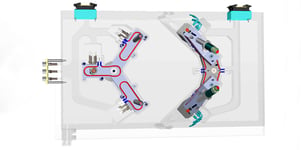
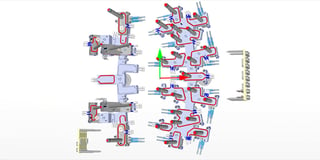
Long Rear Light

Material: PMMA 8N
Part Weight: 800 g
Shot Weight: 800 g
Wall thickness: 2.5-3 mm
Nozzles: 12E06-VTW, 16E04-VSP
System: 6+5 drops, PB8016
Cavities: 1
Gating: Direct
Rear Light

Material: PC/ABS, PMMA
Part Weight: 181 g
Shot Weight: 181 g
Wall Thickness: 2.5-3 mm
Nozzles: 16E04-VSP-VG, 12E06-VTW-VG
System: 3+2-drops, PB8016
Cavities: 1
Gating: Direct
- Decorative
- Lightguide
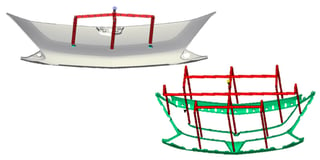
Light Pipe

Material: PMMA
Part Weight: 4.08 g + 2.52 g
Shot Weight: 13.2 g
Wall Thickness: Φ3.2mm
Nozzles: 09E02
System: 3-drops, PNC4508B-01
Cavities: 2
Gating: Direct
Lightguide

Material: PC Makrolon LED2245
Part Weight: 118 g
Shot Weight: 236 g
Wall Thickness: 5.5 mm
Nozzles: 12E W01V
System: 2-drops
Cavities: 2
Gating: Direct
- Light-emitting Grille
- Transparent Grille
Light-emitting Grille

Material: PC / ABS
Part Weight: 250 g
Shot Weight: 500 g
Wall Thickness: 2.5-3 mm
Nozzles: 12E06-VSP
System: 27-drops, HYC4018-M04-R
Cavities: 2
Gating: Direct
Transparent Grille
Material: PC Lexan LS1
Part Weight: 2100 g
Shot Weight: 2100 g
Wall Thickness: 3 mm
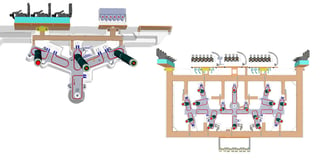
Nozzles: 22E04-VTW
System: 16+3-drops, HB4016
Cavities: 1
Gating: Direct